
Experience the difference
of premium extra virgin olive oil, grace of modern technology and commitment to quality.
In Short

Nestled in the picturesque Tanbourit village of Lebanon’s southern Saida region, Tanbourit Olive Mill stands as a testament to the region’s rich olive oil heritage and its commitment to innovation. Equipped with state-of-the-art technology, this mill is a pioneer in the Middle East, renowned for producing exceptional extra virgin olive oil. With its cutting-edge machinery and meticulous production process, Tanbourit Olive Mill ensures that every drop of oil is a masterpiece, capturing the essence of the region’s finest olives.
Production Line
From olives to extra virgin olive oil: A Journey with Tanbourit Olive Mill
The Benefits of Cold Process Olive Oil Milling

Key benefits include
Read Here
Lower Acidity: Cold pressing minimizes the breakdown of olive oil’s fatty acids, resulting in a lower acidity level. Acidity is a measure of oil freshness and quality; lower acidity indicates a better product.
Preserved Polyphenols: Polyphenols are natural antioxidants that contribute to the health benefits of olive oil. Cold pressing helps to retain these compounds, ensuring that the oil retains its antioxidant properties.
Reduced Chemical Oxidation: The low temperatures used in cold pressing help to prevent the chemical oxidation of the oil, which can lead to rancidity. This ensures a longer shelf life and a more pleasant taste.
Preserved Color and Flavor: Cold pressing helps to preserve the natural color and flavor of the olive oil. The oil retains its vibrant green hue and the delicate, fruity taste associated with high-quality EVOO.
Work Process
01
Handling, storing, and transporting olives.
Read more
Proper care and storage of olives between harvest and milling is crucial for the quality of the oil.
Two essential requirements for proper olive handling and storage prior to milling are:
Prevent harm to the olives from physical causes.
Management of the relationship between time and temperature.
Bins should be utilized for the transportation and storage of olives. Make sure to never place the olives on the ground or inside bags.
02
Cleaning olives.

Read more
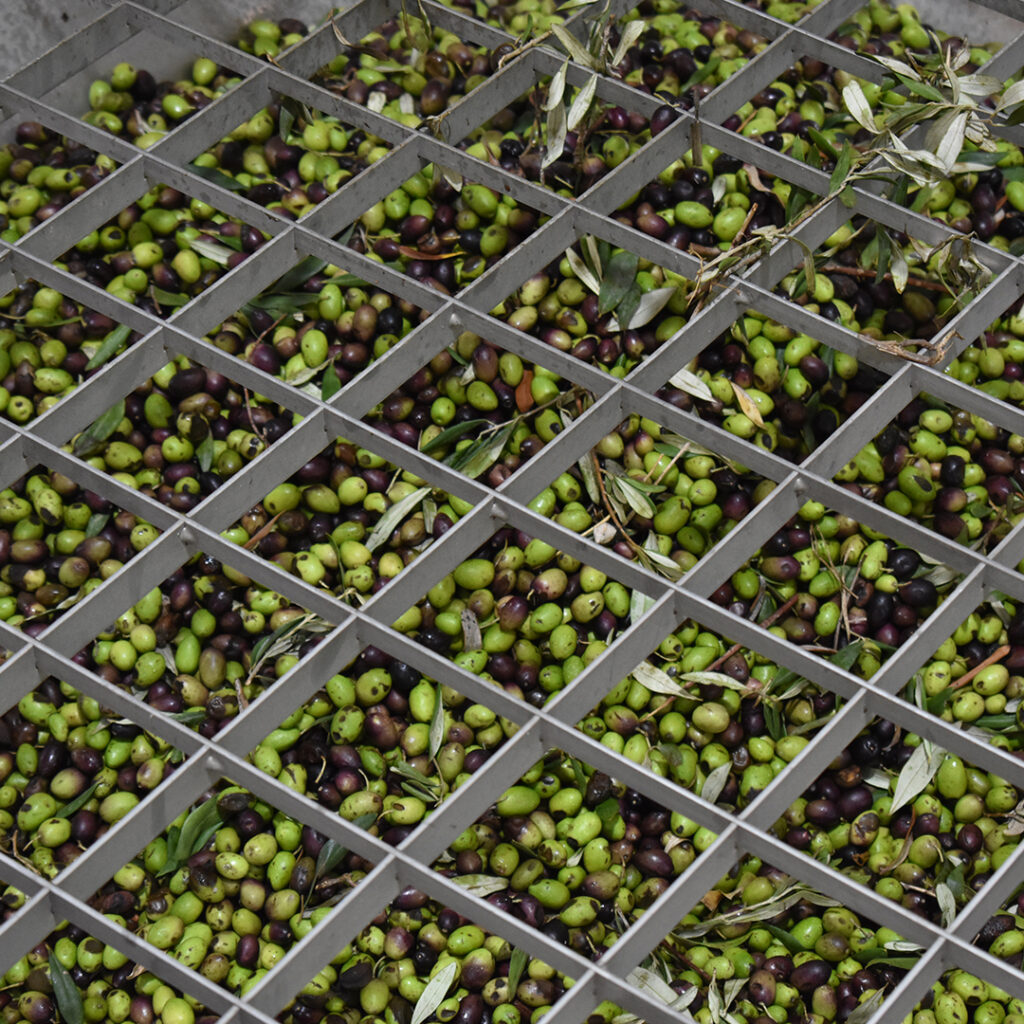
Olive cleaning is conducted in two stages. During the initial ‘separation’ stage, particles of foreign matter are sifted out using vibrating screens and air blowing of leaves. During the second round of washing, olives are transferred into a basin and then washed with fresh water.
This operation has two main objectives:
Getting rid of leaves, pieces of wood, small branches, stones, damaged olives, and other debris that might have been unintentionally gathered with the olives.
Cleaning the olives by removing dust and soil.
03
Process of milling.

Read more
The objective of using a single-grid hammer mill for milling is to break down the olives into a uniform paste by smashing the pits, skin, pulp cells, and tiny oil droplets contained within the vacuoles. The oil that is freely flowing from the vacuoles can be isolated from the water and solid components. The olive mash is a partially liquid blend containing rigid pit remnants and soft fleshy parts from the pulp and skin, along with water and oil.
04
Processing of olive paste.

Read more
Complicated physical and biochemical processes occur during malaxation, greatly impacting the oil extraction yield and the nutritional and sensory characteristics of the oil. The goal of malaxation is to facilitate the separation of oil in the following centrifugation stages.
During the malaxing process, it is important to select time-temperature conditions that will enhance the desired effects and reduce the undesired ones.
Looking at how temperature affects the malaxing process, one can see The merging of the oil rises as the temperature rises.
An escalation in temperature also speeds up the transfer of substances from the water to the oil phase.
Conversely, an extremely elevated temperature can negatively impact the quality of the oil because of Enzymatic alterations encompassing both breakdown of fats and oxidative processes.
Some loss of aromas occurs due to the rise in the vapour pressure of the volatile compounds.
05
Separation by centrifugal force.
Read more
Olive paste, which comes from milling and malaxing, is used as the starting material for separating extra-virgin olive oil during production. Olive paste consists of three different phases in a mixture. Arranged by density in descending order, they are:
The ‘insoluble solids phase’ is made up of organic semisolid components and woody fragments from the pit shells. It makes up 25-30% of the olive paste in terms of weight, including 75% pit fragments and 25% cell wall fragments.
The ‘water phase’ includes water as well as water-soluble substances like salts, sugars, and phenolics. It makes up 50-60% of the entire paste weight, containing 92-95% water and 5-8% soluble solids.
The ‘oil phase’ is made up of 97–99% triglycerides and 1–3% minor components which form a complex mix of lipophilic, hydrophilic, and amphiphilic components crucial for sensory and nutritional quality. The estimated proportion of the olive paste can range from 10 to 23% by weight, varying according to the cultivar and the maturity of the fruit.
The primary goal of the separation process is to maximize the extraction of oil from the olive paste.
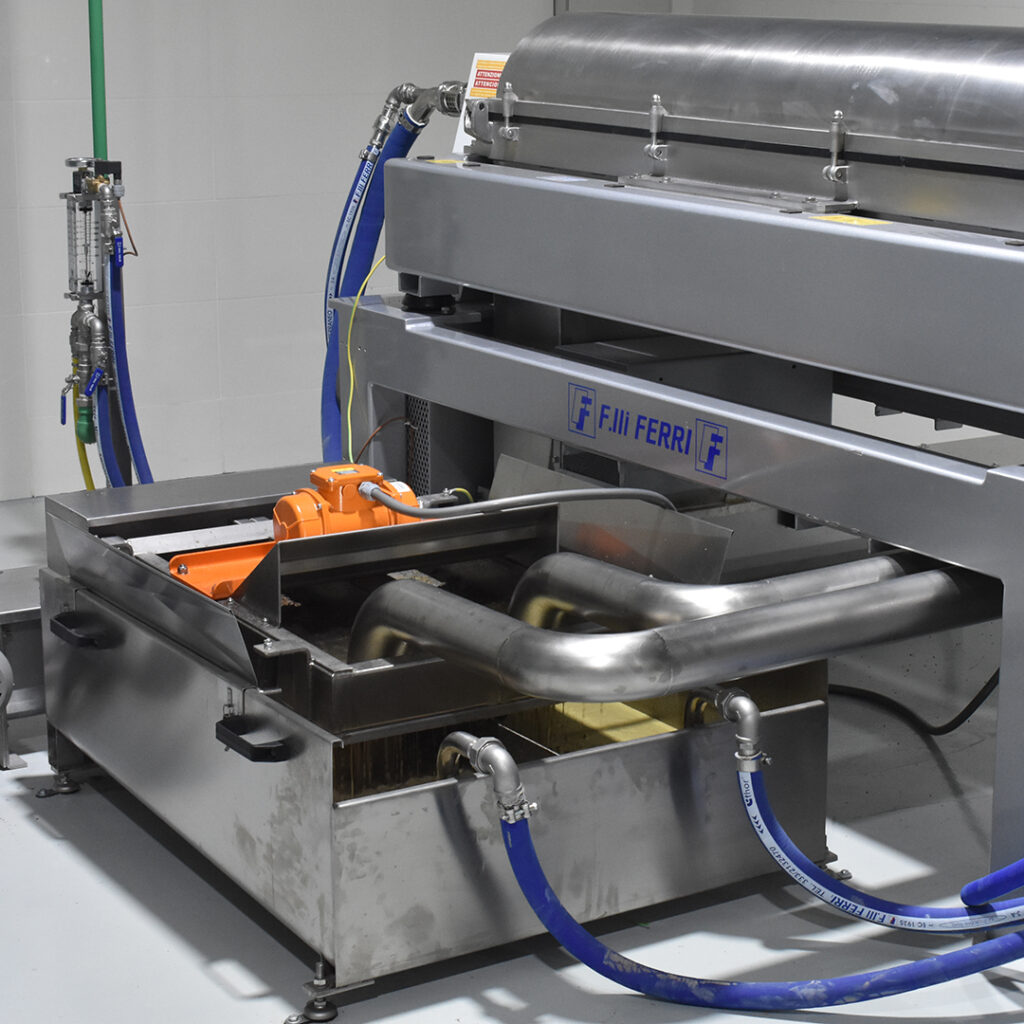
The initial centrifugation process separates the oil, aqueous, and insoluble solids phases using a two-phase decanter. The decanter releases a semi-liquid slurry containing both insoluble solids and plant water.
06
Completing the process of centrifugation.

Read more
The oil phase needs a final centrifugation to remove the remaining water and solids after the first round. Adding water enhances the centrifuge’s efficacy in separating and cleaning oil. The clarified oil is the end result of the centrifugation process, with solid impurities and leftover water being disposed of as waste.